Formenbau
Heizelemente für Werkzeugformen und Pressen
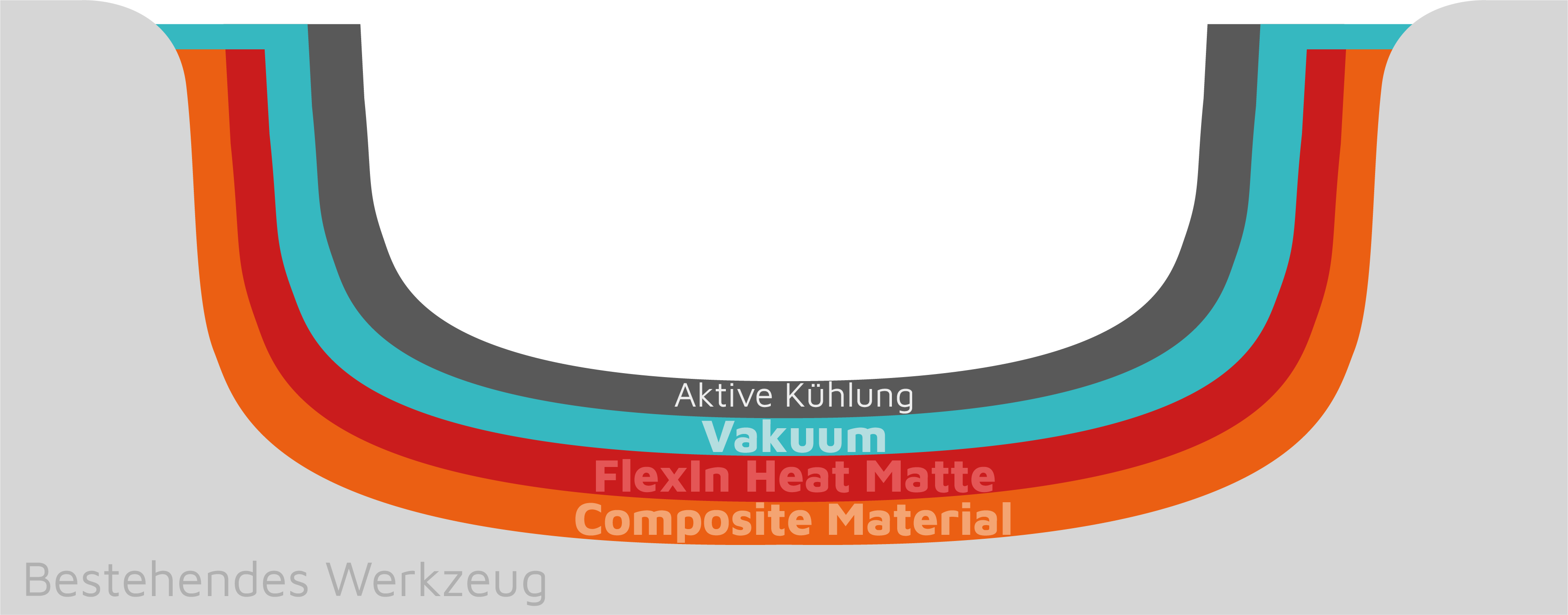
Die direkte Beheizung von Werkzeugen beschleunigt und vereinfacht den Fertigungsprozess von Faserverbundbauteilen. Der Energieeinsatz ist deutlich geringer, die Einsparung von Energiekosten ist immens. Weitere Info hier
Formenbau
Zur Fertigung von Bauteilen aus Faserverbundwerkstoffen sind entsprechende Werkzeuge (Negativ- oder Positivform) erforderlich. Diese werden in der Regel schnell und preisgünstig aus Epoxidharz und Verstärkungsfasern gefertigt.
Üblich ist ein Aufbau mit einer Deckschicht aus Formenharzen, welche die Formoberfläche bildet, und einem faserverstärkten Hinterbau mit Laminierharzen, der für die Steifigkeit und Festigkeit des hergestellten Werkzeugs verantwortlich ist.
Durch das verwendete, schwundarme Epoxidharz entstehen entstehen sehr präzise Werkzeuge, die wiederum eine maßhaltige Bauteilfertigung ermöglichen.
Arten des Formenaufbaus:
Formenbau mit GFK:
Ein klassischer Aufbau besteht aus einer Deckschicht aus Formenharz, einer dünnen Kupplungsschicht und Kantenfüllung mit einem thixotropierten und leicht gefüllten Laminerharz und einem Hinterbau aus Glasgewebe oder -gelege ebenfalls in Verbindung mit Laminierharz.
Ein quasiisotroper und symmetrischer Laminataufbau sorgt dabei für ein sehr spannungsarmes Laminat und beugt so wirksam Verzügen vor.
Im Flächengewicht abgestufte Lagen (von leicht nach schwer) verhindern zusätzlich ein Abzeichnen der Gewebe- oder Gelegestruktur an der Formoberfläche. Einsetzbar sind derart hergestellte Formen, je nach verwendetem Harzsystem, bis ungefähr 120 °C.
Formenbau mit CFK:
Kohlegewebe - oder gelege werden im Hinterbau dann verwendet, wenn Formen höheren Temperaturen standhalten und dabei identische Wärmeausdehnungen wie die darin gefertigten CFK-Bauteile aufweisen müssen. Auch hier sorgt ein quasiisotroper und symmetrischer Aufbau für ein sehr spannungsarmes Laminat, das selbst bei Temperaturen über 100 °C keine nennenswerte Längenänderung erfährt, da Kohlenstofffasern in Faserrichtung eine leicht negative Wärmeausdehnung aufweisen. Je nach verwendetem Harzsystem können so sehr präzise Formen bis ca. 200 °C Prozesstemperatur aufgebaut werden.
Formenbau mit Laminier- und Gießkeramik:
Der Formenbau mit Laminier- und Gießkeramik wird dann eingesetzt, wenn kostengünstig und in kurzer Zeit dickwandige Formen aufgebaut werden sollen. Es werden dabei Deckschichten aus Formenharz mit einem Hinterbau aus einem flüssigen, synthetischen Hartschalengips in Verbindung mit einer Faserverstärkung aus einem voluminösen Glasmatten-Komplex kombiniert. Die so hergestellten Formen sind bis ca. 50 °C Prozesstemperatur einsetzbar.









